|
|||||||||||||
|
|||||||||||||
|
|||||||||||||
|
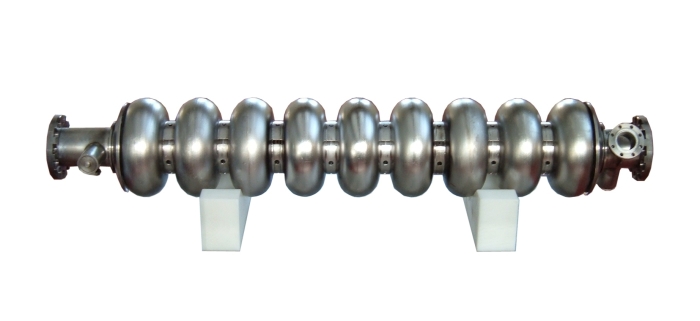
Challenges are all around for cavities that want to perform well. The material they are made of, the way they have been cleaned, they way they are shaped and they way their cells are welded together all influence the way the electrons fly through them. A process called hydroforming might be a means to tackle the last two threats, and a small team from DESY has just created the first all-niobium hydroformed nine-cell cavity.
As you can guess from the name, water plays an important role in this process. A niobium tube measuring 150 millimetres in diameter first gets grooved: the thinnest part is 70 millimetres wide, so the tube first needs to be reduced to this width. It then enters the custom-made hydroforming machine, which fills it to the rim with water and uses hydraulic equipment to change and measure the pressure. When the water pressure rises it forces the metal into a die of the shape of a cavity. The correct relation between the applied internal pressure on the whole tube and external pressure on the tube ends make sure that the niobium does not thin out or even tear at the equators, with around 210 millimetres the widest part of pretty bulges that give the cavity its characteristic shape. The niobium cavity gets almost the same thickness of roughly 2.5 millimetres throughout. As simple as this may sound, the process took several years to develop. “We have tried many different procedures, used all sorts of tubes, simulated every eventuality until we found the perfect way,” explains Waldemar Singer, a material scientist working at DESY in Hamburg. Hydroforming is used in the car industry to mould sheets of metal – mostly aluminium – into complicated shapes for high-end sports cars. The team’s studies go way back to the times of the German TESLA-proposal. “At first there was great enthusiasm for hydroforming,” Singer recalls. “But then people became hesitant because niobium is a complex material that is much harder to manipulate than copper.” Hydroforming was always there as an option, but there weren't enough convincing R&D results for it to make its way into the TESLA TDR. “But we stayed on the case, developed it further and we hope that the process is back on the discussion table for the ILC,” says Singer. The team had a lot of support and help from the Russian Institute for Nuclear Research INR, and other labs are working with water to make cavities as well: KEK is currently building a machine and Fermilab is planning a similar facility. Standard cavities consist of eighteen half cells made from pure niobium sheets. To make a nine-cell cavity, they are welded together at the equators (the widest part) and the irises (the thinnest part). Because the material is so pure, the welding is done in a vacuum to avoid impurities, but the 17 welding seams pose threats to the cavity’s performance – flaws or dirt could in a worst-case scenario all lead to a quench. The hydroformed cavity has a mere two seams, thus reducing the risk these pose. It could actually be made from one seamless piece of niobium tube, but the machine at DESY, originally built for singles cells, just houses a three-cell piece. Three of these were now put together into a nine-cell cavity by the company Zanon and will be tested at DESY in the next months. A past test at Jefferson Lab with a single cell showed that it can reach 42 Megavolts per metre. “Our work here is done,” says Waldemar Singer, whose main job at DESY it is to produce around 900 cavities for the European X-ray free electron laser XFEL. He is looking forward to starting an industrialisation process for seamless hydroformed nine-cells -- Barbara Warmbein |
|||||||||||||
| © International Linear Collider |