
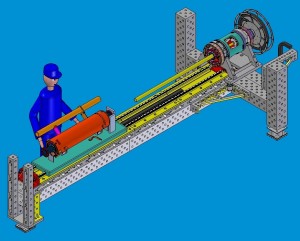
Technical drawing of the cavity inspection robot 'OBACHT' that is nearing completion at DESY.
If you have bought a digital camera recently, you probably enjoyed the new ‘smile detection’ feature that many new cameras are equipped with. It works like this: you set the camera to smile detection mode and point it at somebody. The camera recognises faces and as soon as the face smiles, snap – it takes a picture. Wouldn’t it be great if that worked for possible problem spots on cavities as well? Camera takes picture, software recognises feature, compares with existing data and sends out a warning message like “potential source of field emission detected”. Much better than sifting through 810 images one by one! DESY PhD student Marc Wenskat is working on exactly this, and his automatic picture recognition is now able to tell which cavity manufacturer produced the cavity. This is not the goal of the exercise and not relevant for recognising features – but it shows that the current algorithm recognises different characteristics.
The focus of the pictures is, quite literally, on the seam where two cavity dumbbells have been welded together. They are the weakest spot in the cavity quality ranking because it is easy to introduce small imperfections in the welding process that may later lead to field emissions or quenches – absolutely unwanted if you’re aiming for ultra-high-gradient cavities for the ILC.
Pictures are taken with the automated ‘Kyoto camera’, which was developed and used at KEK, Japan. One of the cameras has been shipped to DESY, Germany and is being further developed by PhD student Sebastian Aderhold. Others are being used in the US. Mounted on a rod and soon, with the new robot, able to turn around its own axis, it takes pictures of each whole seam on the cavity’s widest part, the ‘equator’. Each pixel in a picture is equivalent to 10 square micrometres of cavity surface, and each picture covers four degrees, so a complete scan of each equatorial seam means 90 pictures, or 810 for a whole nine-cell cavity.
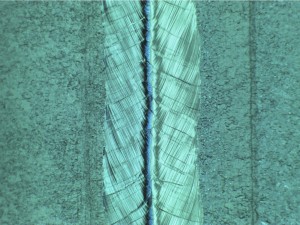
Before: a picture of the inner surface of a cavity, taken by the cavity camera.
These pictures are then checked by Wenskat’s recognition process. The final goal is for the software to not only recognise an object, but also to classify its characteristics and make predictions on what this means. Different ways are being explored to reach this goal, and the first step of the process currently in place is to remove shadows from the image to make potential edges of objects more visible. The mirror-like surface of the cavity is a challenge as a photographic object, and the special lighting system designed in Japan is already a huge step towards pictures that are as uniform as possible. However, even after shadows have been removed artefacts of the recognition process obscure defect detection so that the software has to be further refined.

After: the original image rendered into a binary version that could help detect surface defects.
The result of the current algorithm is a binary black-and-white image that checks parameters like ‘distance (of feature) from seam’, ‘orientation’ or ‘eccentricity’ and many more. One of the challenges of cavity image processing is the large variability. Surface features do not have a uniform appearance but come in all sorts of shapes and sizes. It will take more investigations to detect critical features automatically and predict their effect on cavity performance.
This prediction is a crucial component of the inspection robot ‘OBACHT’ that is currently under construction at DESY. OBACHT, German for ‘watch out’, stands for Optical Bench for Automated Cavity inspection with High-res images on short Timescales. Part of the EU-funded project ILC-HiGrade, it will make optical inspection for cavities not only faster, but also more precise. High-precision motors fitted on a Meccano-like workbench and great flexibility in the movement of both camera and cavity, together with test data from the worldwide cavity database and the inspection software, could get the time it takes to optically test a cavity down from more than a day to a couple of hours. In the industrialisation process for cavities that meet the ILC specifications this robot could play a major role. OBACHT will catalogue the surface of the delivered cavities, essentially maintaining a topographic map of all cavities. Such a map may be useful to relate performance limitations to surface features that otherwise would go unnoticed.
More about ILC-HiGrade in ILC NewsLine.
ILC-HiGrade website
Recent Comments